
多種控制模式
SNEC-800 LPC控制系統支援手動、自動、同步與啟停控制, 可依產線狀態與設備需求彈性調整,協助維持張力與同步穩定。

手動模式
精細手動調整控制,方便現場人員依實際產線狀況進行微調。

自動模式
系統自動調算並穩定輸出,協助產線維持一致的控制狀態。

同步控制
配合設備協同運作,降低速度差與張力變化造成的誤差。

啟停控制
穩定啟動與停止機制,降低產線啟停瞬間造成的不穩定。
透過多種控制模式配置,讓線機張力、速度與同步控制更穩定,也讓現場操作更直覺。
穩定可靠控制系統
SNEC-800 LPC控制系統針對線控制、抗干擾、過載保護與穩壓輸出進行設計, 協助產線在長時間運轉中維持穩定、同步與安全。

線控制調整
精準維持材料穩定,降低走料過鬆、過緊或張力不均造成的品質問題。

抗干擾設計
降低電磁與環境干擾,讓控制訊號與輸出狀態更加穩定可靠。

過載保護
確保設備安全運行,降低異常負載造成的停機風險與維護成本。

穩壓輸出
避免電壓波動影響控制效果,讓產線運轉維持穩定一致。
透過穩定控制、抗干擾與保護設計,讓 SNEC-800 更適合長時間產線使用。
適用產業領域
SNEC-800 線機控制系統可應用於多種連續材料產線, 協助設備在高速運轉、張力變化與同步控制需求下維持穩定輸出。

分條機
適用於薄膜、紙材、金屬箔等材料分條製程, 協助維持張力穩定與分條品質一致。

撓對捲設備
針對放卷、收卷與多軸同步運轉需求, 協助降低速度差與張力波動造成的誤差。

印刷機
適合印刷卷材產線使用,協助維持穩定張力, 提升印刷精準度與成品穩定性。

薄膜 / 鋁箔產線
適用於薄膜、鋁箔、銅箔等材料加工產線, 協助減少拉伸變形並提高良率。
可依實際機台結構、材料特性、張力需求與線速度條件,評估 SNEC-800 的導入方式。
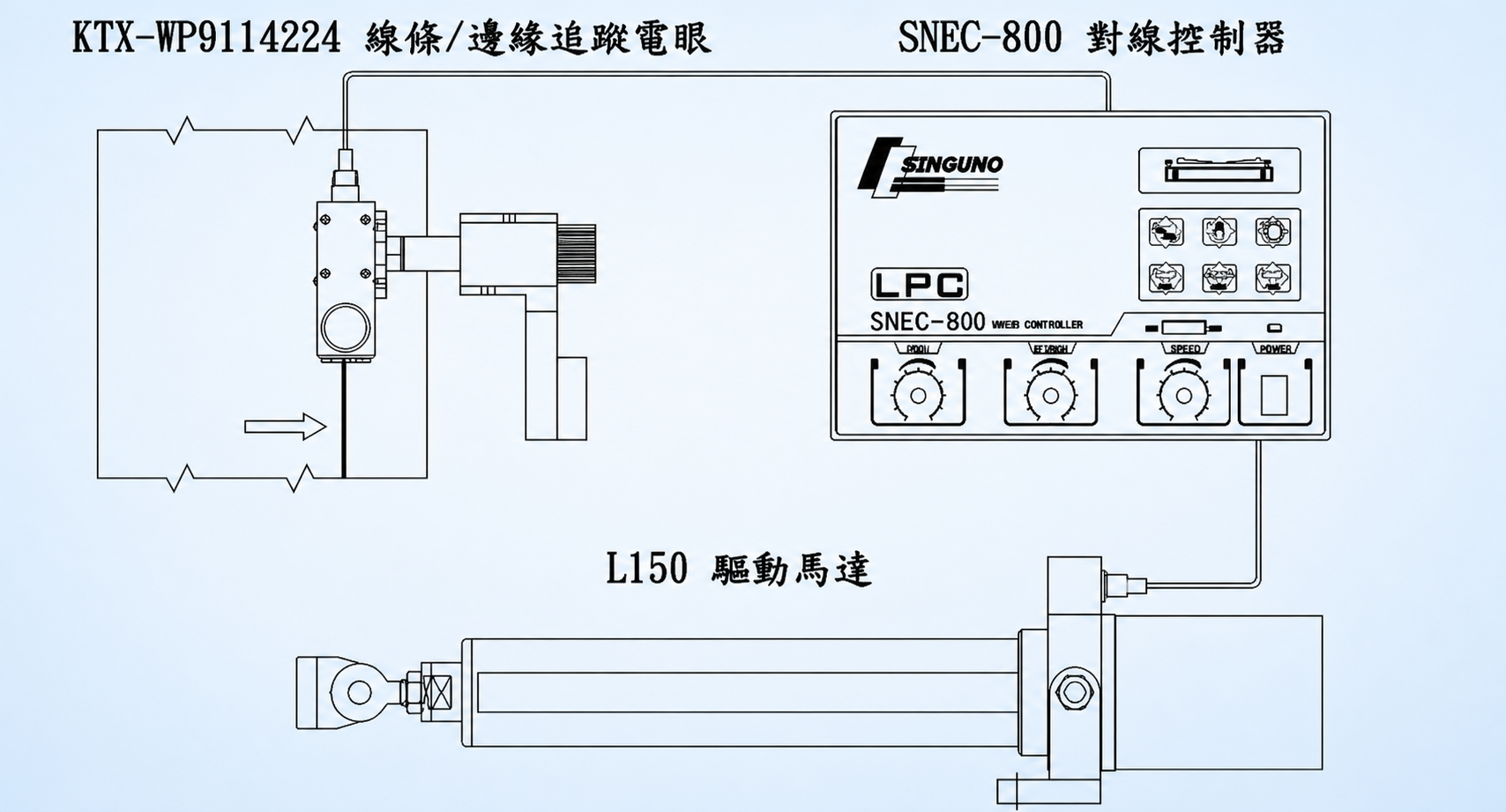
專為印刷線條、色差及
材料邊緣追蹤開發
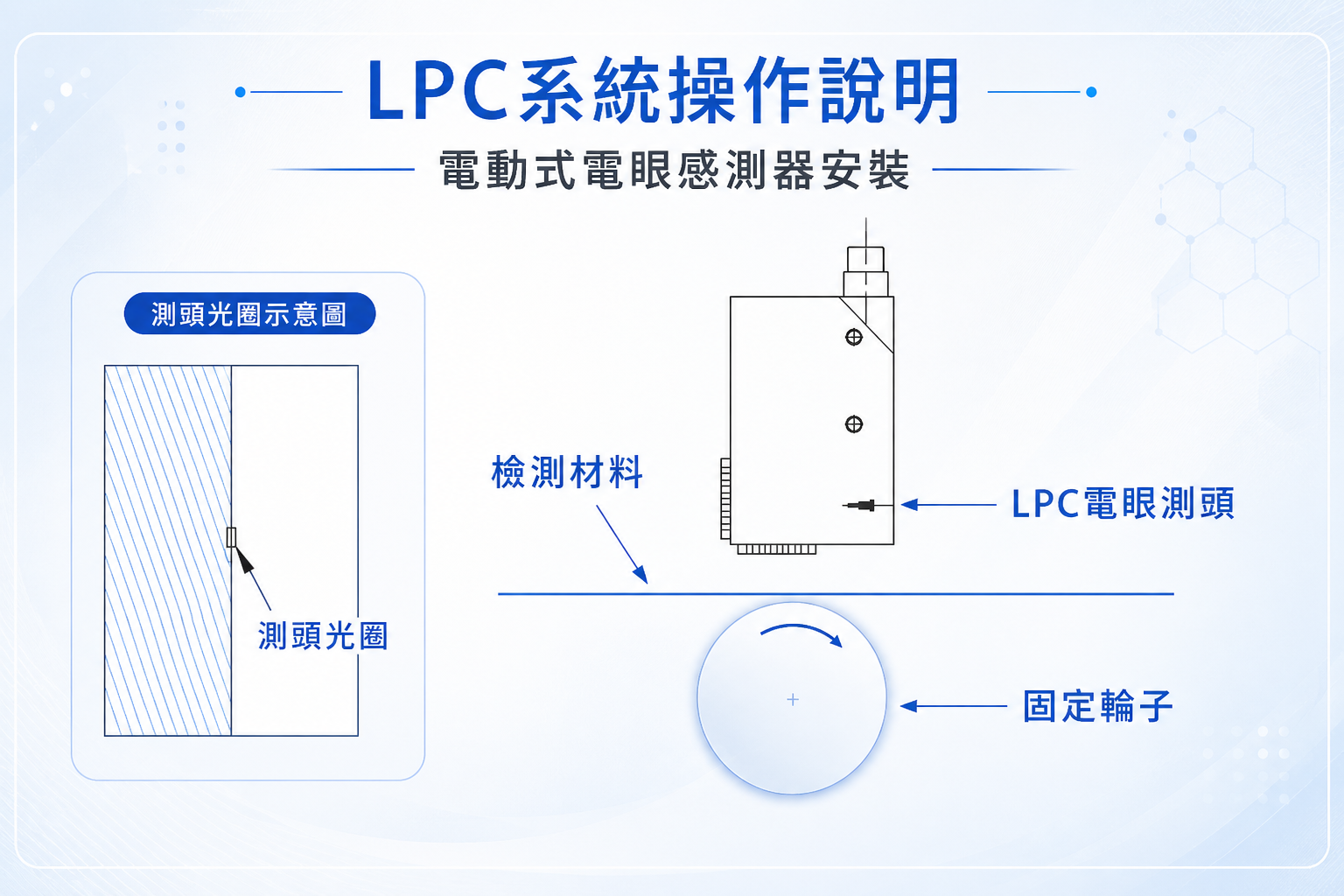
適用於透明、非透明薄膜、印刷材料、紙材與金屬薄膜加工設備, 可協助產線進行穩定偵測、精準對位與材料邊緣追蹤。
適用於多種材料
透明 / 非透明薄膜、印刷材料、紙、金屬薄膜加工設備。
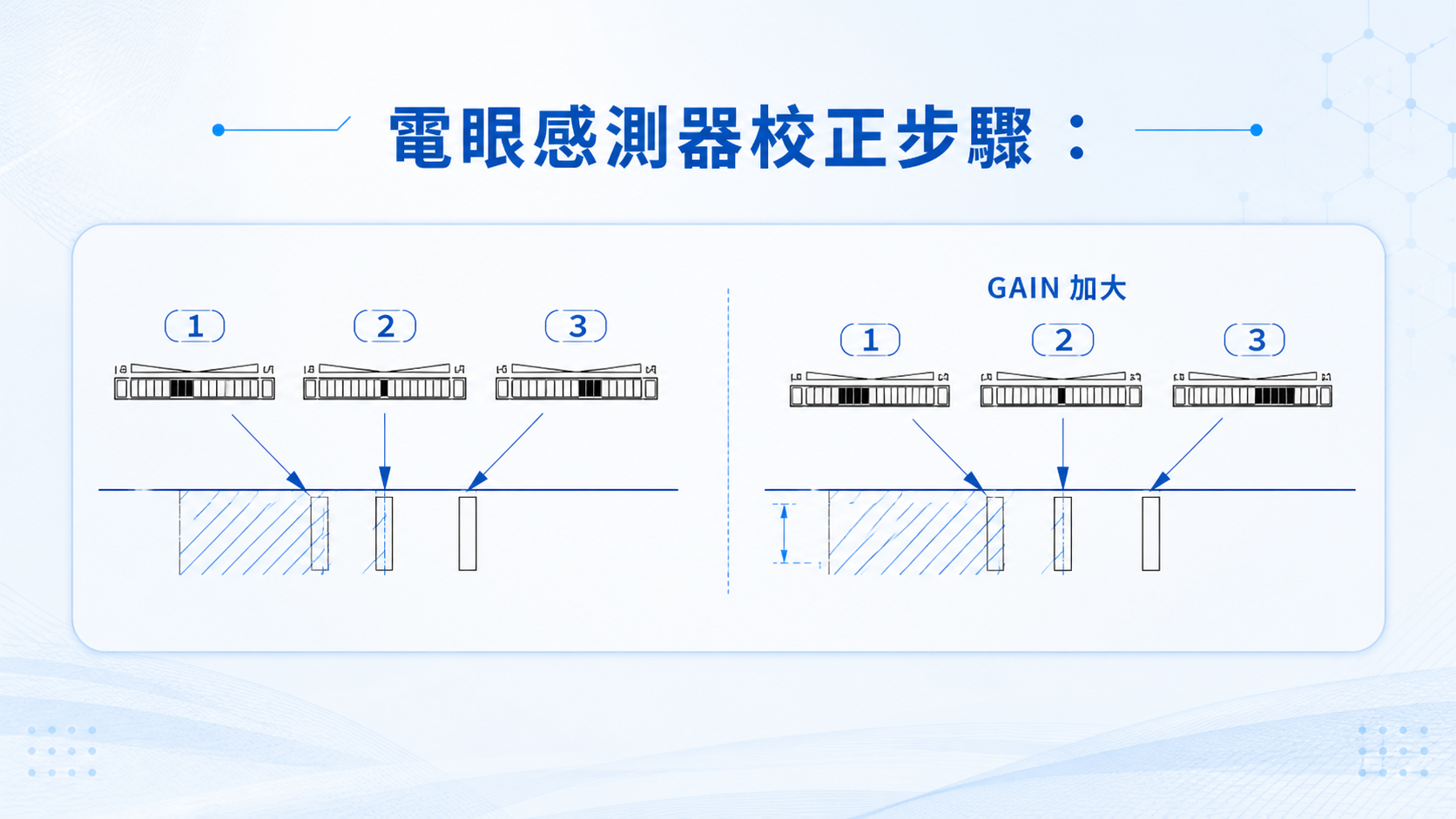
追蹤精度 ±0.1mm
可穩定追蹤材料邊緣與印刷線條,提升對位穩定性。
高精度追蹤
穩定偵測、精準對位,確保生產品質。
穩定可靠
抗干擾設計,適應各種材料加工環境。


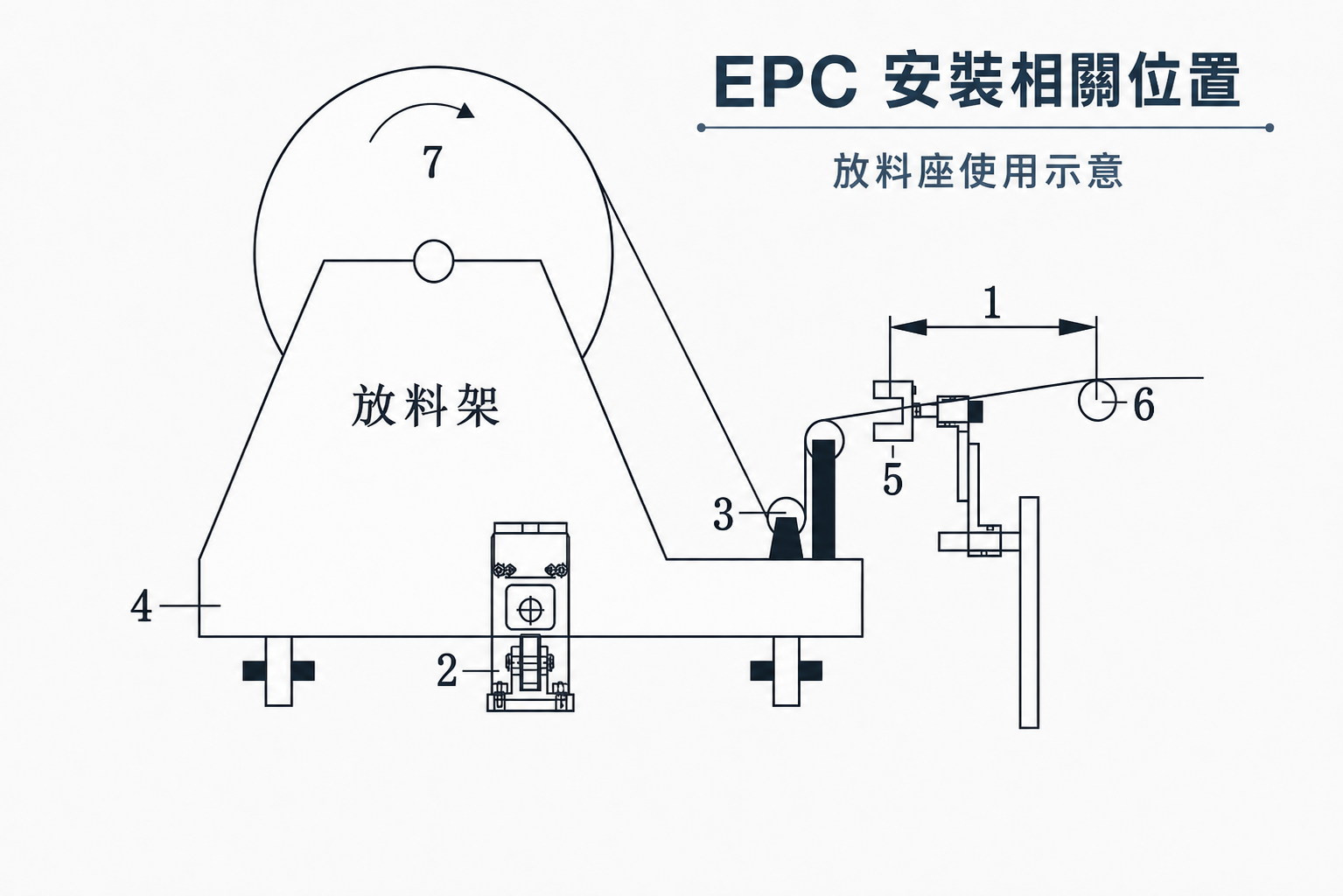
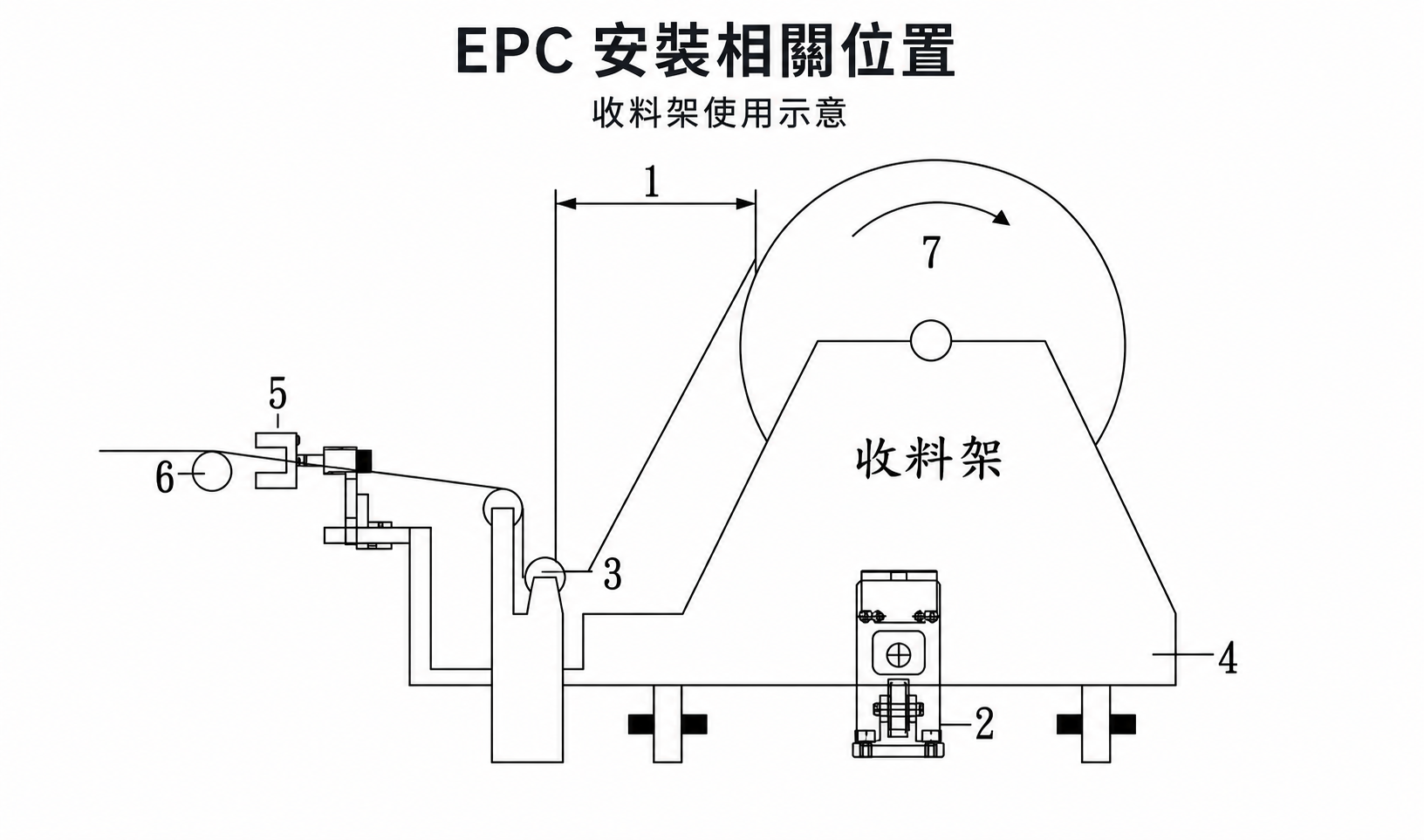
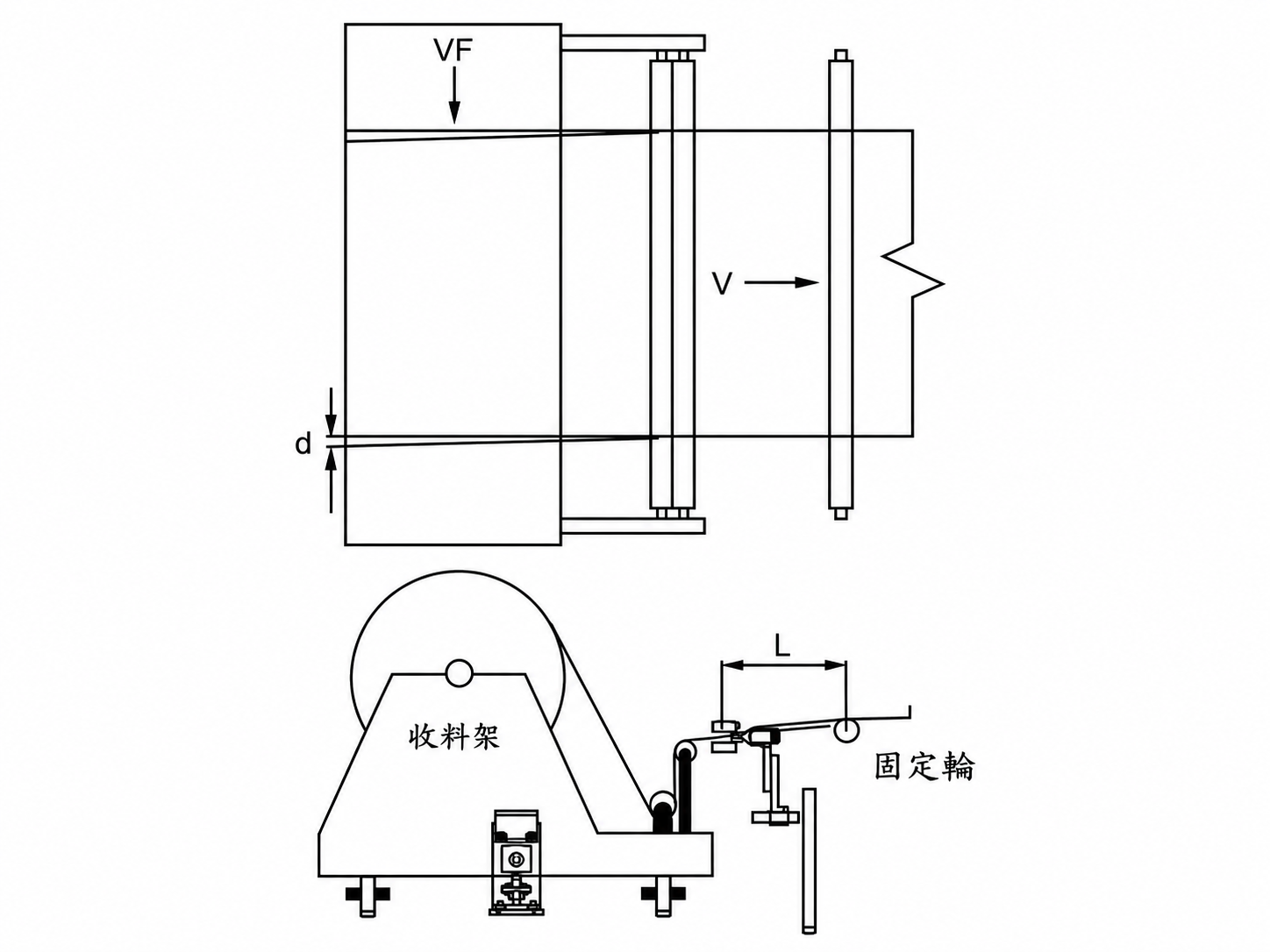
EPC 驅動器推力規格
依不同推動器型式提供穩定推力與行程配置,適用於 EPC 對邊導正系統, 協助放料、收料與材料走料時維持穩定修正能力。
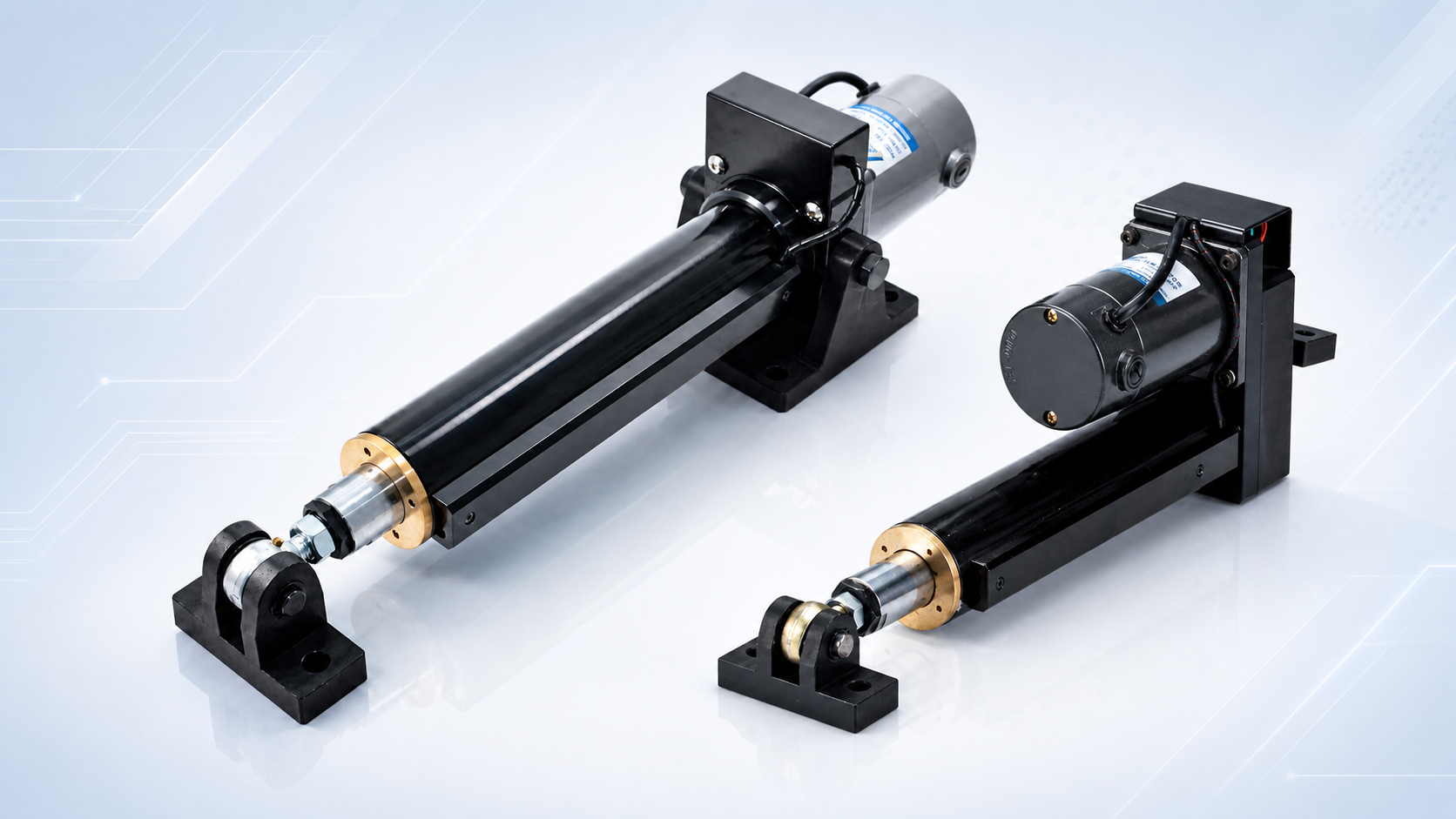
EPC L型/K型 驅動器
SNEC-K TYPE
EPC 驅動器推力規格
| 推動器速度 | 25 mm/Sec |
| 馬達推力 + 減數比 | 1:11 |
| 滾珠螺桿最大推力可承載 | 600 Kg |
| 驅動器垂直推力 | 150 Kg |
| 驅動器承載推力 | 1500 Kg |
| 驅動器行程 | 150 mm |
SNEC-L TYPE
EPC 驅動器推力規格
| 推動器速度 | 25 mm/Sec |
| 馬達推力 + 減數比 | 1:6 |
| 滾珠螺桿最大推力可承載 | 600 Kg |
| 驅動器垂直推力 | 120 Kg |
| 驅動器承載推力 | 1200 Kg |
| 驅動器行程 | 100 mm,150 mm |
上述推力與行程規格可作為 EPC 驅動器選型參考。 實際使用仍需依材料重量、機台結構、走料速度、安裝角度與現場負載狀況進行評估。
電眼規格說明
| 型號 | SNEC-USS02 |
|---|---|
| 型式 | 反射型 |
| 檢測距離 | 10mm ~ 15mm |
| 光源 | LED(綠光 / 紅光 / 藍光) |
| 響應時間 | < 500 us |
| 偏光濾鏡 | 光學鏡片 |
